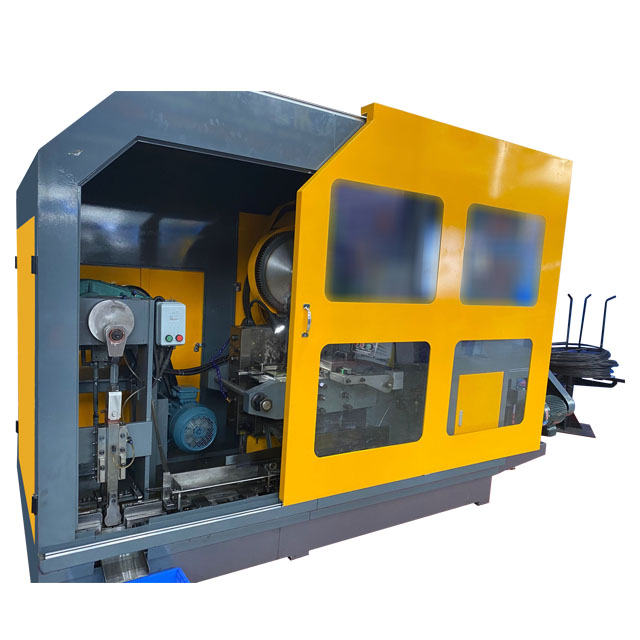
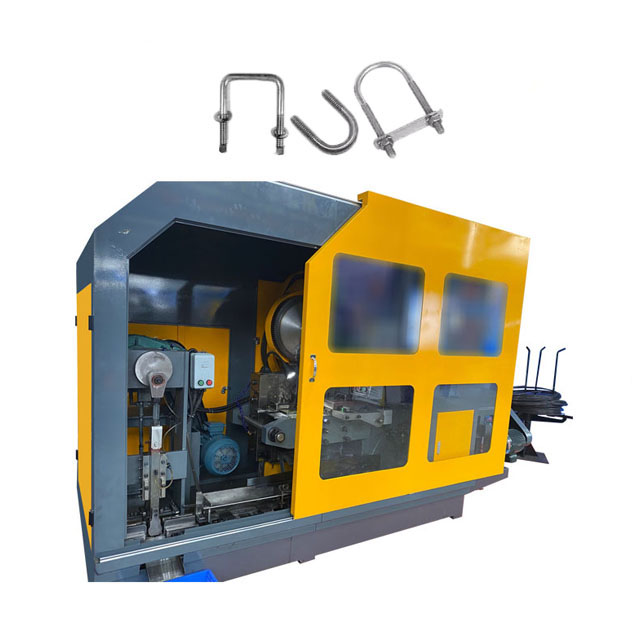
Ang Ronen® Awtomatikong 2 Die 2 Blow Bolt make machine ay pinapaboran ng maraming mga tagagawa. Ito ay bumubuo ng mga blangko ng bolt sa dalawang hakbang. Ang unang amag ay bumubuo ng paunang hugis ng ulo, habang ang pangalawang amag ay nakumpleto ang pangwakas na paghuhubog. Hindi na kailangang gamitin ang mga ito nang hiwalay. Ang mga hilaw na materyales ay maaaring magawa nang walang tuluy -tuloy na pangangasiwa.
Ang "Awtomatikong 2 Die 2 Blow Bolt Making Machine" ay isang ganap na awtomatikong dalawang-mold na two-blowing bolt na bumubuo ng makina, partikular na idinisenyo para sa pagproseso ng batch ng mga blangko ng bolt. Maaari itong hawakan ang mga materyales sa wire na may mga diametro na mula 3 hanggang 12 milimetro, kabilang ang carbon steel at hindi kinakalawang na asero.
Ang awtomatikong 2 die 2 blow bolt make machine ay isang espesyal na uri ng malamig na heading machine. Ito ay bumubuo ng ulo ng bolt sa pamamagitan ng pagsasagawa ng dalawang proseso ng panlililak sa blangko ng wire sa dalawang magkahiwalay na namatay. Ang unang panlililak ay nagsisimula sa nakakagambala na proseso sa unang mamatay, na nagiging sanhi ng pagtipon ng metal. Ang pangalawang panlililak ay nakumpleto ang pangwakas na pagbuo ng hugis ng bolt head sa pangalawang mamatay. Kumpara sa isang solong panlililak na makina, ang proseso ng dalawang hakbang na ito ay maaaring makagawa ng mas kumplikado o mas malaking ulo ng bolt.
Ang makina ng paggawa ng bolt ay nagsisimula sa kawad mula sa coil. Ang awtomatikong feeder ay gumagabay sa wire sa pamamagitan ng straightening machine upang alisin ang anumang mga bends. Pagkatapos, ang mekanismo ng pagputol ay pinuputol ang kawad sa tumpak na mga blangko. Ang mga blangko na ito ay agad na inilipat sa unang nakagagalit na mamatay. Ang pare -pareho ang haba ng blangko ay mahalaga para sa naaangkop na halaga ng metal sa dalawang proseso ng panlililak.
Sa awtomatikong 2 Die 2 blow bolt make machine, ang mga cut blanks ay pinakain sa unang mamatay. Ang unang suntok ay tumama sa dulo ng blangko, pinipilit ito sa isang paunang hugis, karaniwang isang simpleng conical o cylindrical form. Ang yugto na "pre-form" na ito ay nagtitipon at muling namamahagi ng metal, na ginagawang mas madali upang mabuo ang pangwakas na hugis ng ulo nang tama sa susunod na istasyon.
| Modelo | Unit | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Forging Station | Hindi. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Pagpipilit na puwersa | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.cut-off dia | mm | ∅8 |
∅10 |
∅10 |
∅12 |
∅12 |
∅15 |
∅15 |
∅15 |
| Max.cur-off haba | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Rate ng output | PCS/MIN | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Main Ram Stroke | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Pangunahing kapangyarihan ng motor | KW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Pangkalahatang dims. ng cut off die | mm | ∅30x45l |
∅35x50l |
∅35x50l |
∅45x59L |
∅45x59L |
∅63x69L |
∅63x69L |
∅63x69L |
| Pangkalahatang dims. ng suntok mamatay | mm | ∅40x90l |
∅45x90l |
∅45x125L |
∅53x115l |
∅53x115l |
∅60x130l |
∅60x130l |
∅60x229L |
| Pangkalahatang dims. ng pangunahing mamatay | mm | ∅50x85l |
∅60x85L |
∅60x130l |
∅75x135L |
∅75x185L |
∅86x135L |
∅86x190L |
∅86x305L |
| Die Pitch | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Humigit -kumulang.weight | Tonelada | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Naaangkop na Bolt Dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Shank haba ng blangko | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Pangkalahatang dims | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Ang mga nagbebenta ng mga punto ng awtomatikong 2 die 2 blow bolt make machine ay ang buong automation at mataas na kahusayan. Mula sa pagpapakain ng materyal hanggang sa pagputol at pagbuo, hindi kinakailangan ang interbensyon ng tao. Kailangan lamang ilagay ng mga manggagawa ang wire sa feed rack at itakda ang mga parameter. Ang pagbuo ng ulo ay mas regular at walang mga depekto na maaaring mangyari sa isang solong extrusion ay lilitaw.