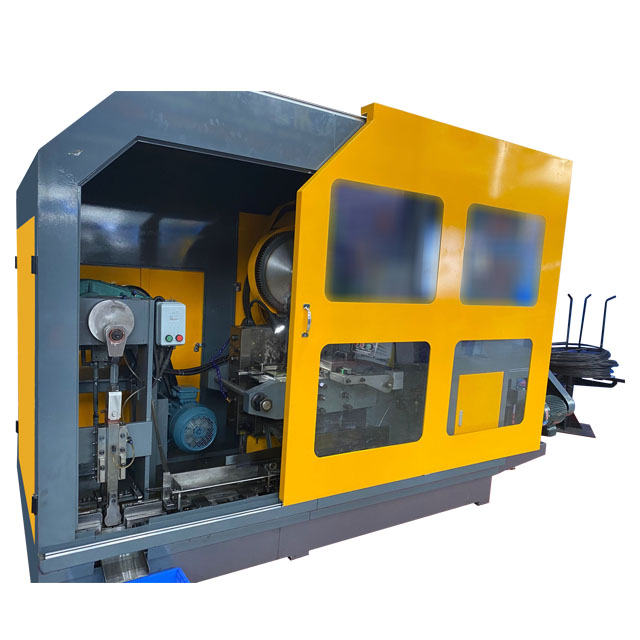
Ang awtomatikong hex nut making machine na ginawa ng Ronen® ay maaaring magsimulang awtomatikong tumatakbo sa sandaling ito ay naka -set up. Pinuputol lamang nito ang mga metal rod sa kinakailangang laki at pagkatapos ay iikot ang mga ito sa mga hexagonal nuts. Ang mga pabrika na gumagawa ng mga hexagonal nuts sa maraming dami ay karaniwang pinipili na bilhin ang makina na ito.
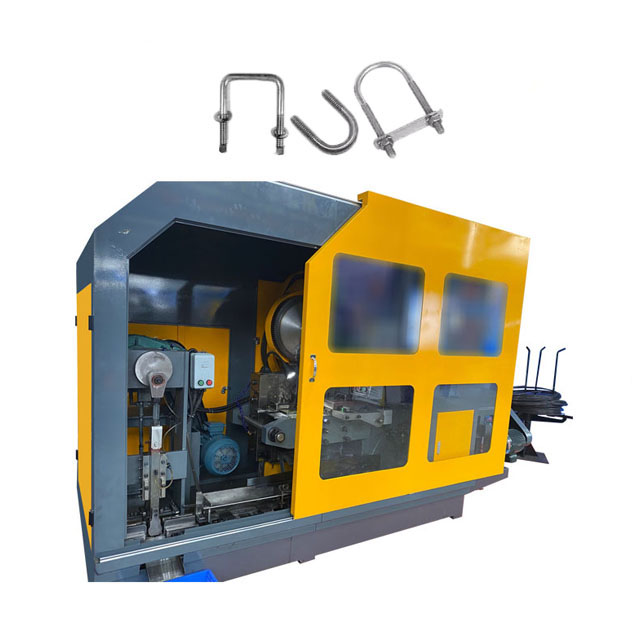
Ipasok ang metal wire sa awtomatikong hex nut making machine, gupitin ito sa maliit na mga seksyon ng isang nakapirming haba, pagkatapos ay pisilin ito sa pamamagitan ng amag upang hubugin ang maliit na mga seksyon sa mga hexagonal nut blanks. Susunod, mag -drill ng isang butas sa gitna, at sa wakas ay i -thread ang panloob na tornilyo.
Ang awtomatikong hex nut making machine ay isang tuluy -tuloy na linya ng produksyon na gumulong ng wire ng bakal sa natapos na hexagonal nuts. Kasama dito ang wire feed, straightening, pagputol ng blangko, malamig na bumubuo ng hugis ng heksagon, pagsuntok sa butas ng sentro, at madalas na pagdaragdag ng mga chamfers. Ang awtomatikong proseso na ito ay nag -aalis ng pangangailangan para sa manu -manong paglipat sa pagitan ng mga indibidwal na makina sa bawat hakbang, sa gayon pinasimple ang proseso ng paggawa.
Ang core ng makina ng paggawa ng nut ay ang malamig na proseso ng heading. Ang mga cut wire blanks ay ipinadala sa maraming mga istasyon ng nagtatrabaho para sa heading. Ang malakas na suntok ay unti -unting pinipilit ang bakal sa bumubuo ng amag, patungo sa metal, na bumubuo ng katangian na hexagonal outline, at paglikha ng paunang blangko ng nut. Ang prosesong ito ay isinasagawa sa temperatura ng silid.
Karamihan sa mga awtomatikong hex nut making machine ay nilagyan ng isang istasyon ng chamfering. Ang hakbang na ito ay nagpuputol ng isang bahagyang dalisdis (chamfer) sa isa o magkabilang panig ng butas para sa nut. Pinapadali ng chamfer ang pakikipag -ugnayan sa thread sa panahon ng pag -tap at pagpapabuti ng hitsura at kaligtasan ng nut sa pamamagitan ng pag -alis ng matalim na mga gilid.
| Pagtukoy | Unit | 11b | 14B | 17b | 19b | 24b | 27B | 30B | 33B | 36B | 41b |
| Forging Station | Hindi. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Max cut-off dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Haba ng kick-out | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 |
40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Namatay pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Nakakaligalig na kapangyarihan | Tonelada | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Laki ng produksyon |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Output | Min/PC | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Pangunahing motor | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Lubrication | HP | 1.5 |
1.5 |
1.5 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| Lubricant | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Tinatayang timbang | Tonelada | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Ang nagbebenta ng punto ng awtomatikong hex nut making machine ay ang buong automation nito. Mula sa hilaw na materyal na input hanggang sa panghuling output ng produkto, karaniwang hindi na kailangan para sa interbensyon ng tao, sa gayon ay nagse -save ng lakas -tao. Ang laki ng mga ginawa na mani ay lubos na pantay. Ang bawat panig ng heksagonal na hugis ay pareho ng haba, at ang lalim ng mga thread ay pare -pareho din. Nababagay nila ang mga bolts at pinipigilan ang anumang mga pagkakaiba -iba o higpit na pagkakaiba sa panahon ng anumang pagpapatakbo ng operasyon.