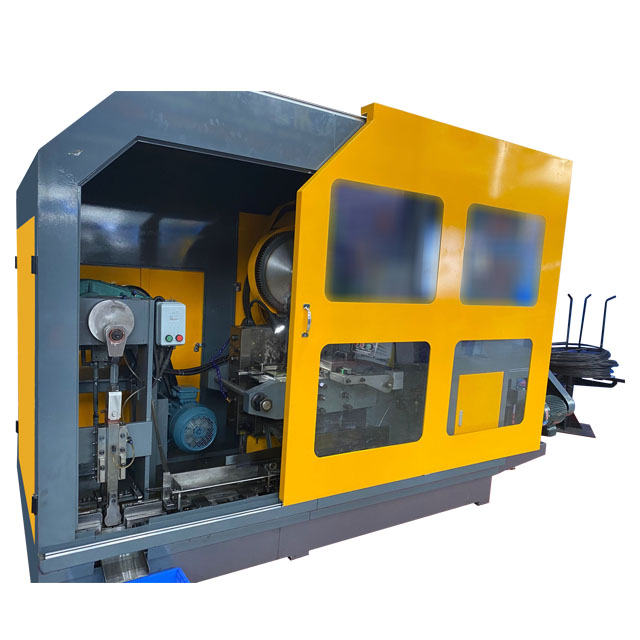
Ang Ronen® Cold Forge heading machine ay maaaring humuhubog ng mga bahagi ng metal nang hindi nangangailangan ng pag -init. Gumagamit ito ng presyon upang hubugin ang ulo sa bolt o baras, ginagawa itong isang pagpipilian na epektibo para sa mga supplier. Hindi ito nangangailangan ng anumang kagamitan sa pag -init, na binabawasan ang parehong oras ng pag -setup at mga gastos sa pagpapatakbo para sa mga supplier. Kailangan mo lamang i -load ang blangko ng metal sa makina, at ihuhubog nito ang ulo sa loob ng ilang segundo - isang kahusayan na tumutulong sa mga supplier na matugunan ang masikip na mga deadline ng produksyon ..
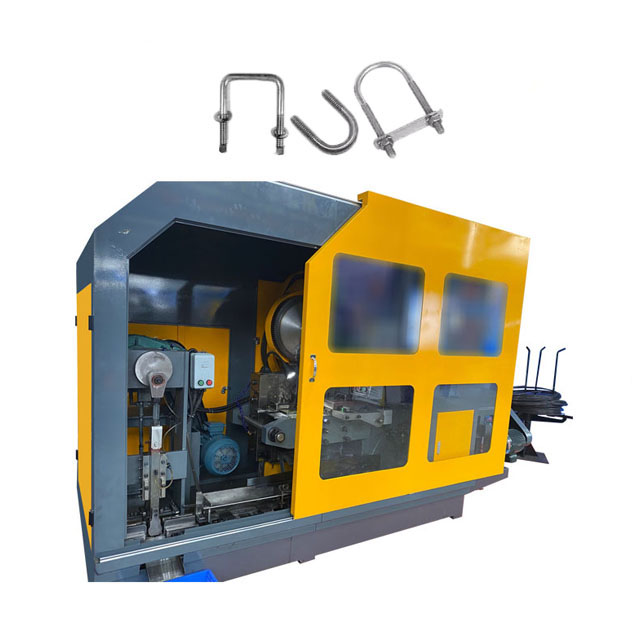
Ang Cold Forge heading machine ay isang aparato na, nang walang pag -init ng metal, ay gumagamit ng mga hulma upang pindutin ang isang dulo ng kawad sa iba't ibang mga hugis sa pamamagitan ng extrusion. Maaari itong pindutin ang isang bilog na ulo o isang ulo ng hexagonal mula sa isang dulo ng bilog na kawad. Ang mga karaniwang metal ay maaaring maproseso.
Ang malamig na forge heading machine ay humuhubog sa mga ulo ng mga bahagi ng metal tulad ng mga bolts, screws o rivets sa temperatura ng silid. Ang makina na ito ay gumagamit ng mga cut raw na materyal na wire at gumagamit ng high-pressure na nakakagambala upang hubugin ang isang dulo. Ang isang malakas na suntok ay pinipilit ang hilaw na materyal sa bumubuo ng amag, na nagiging sanhi ng paglipat ng metal at sa gayon ay bumubuo ng hugis ng ulo. Walang kinakailangang pag -init o pag -alis ng materyal.
Ang Cold Forge heading machine ay tumatagal ng tumpak na gupitin ang wire bilang input. Ang mga blangko na ito ay karaniwang awtomatikong pinapakain sa makina sa pamamagitan ng isang hopper o conveying system na konektado sa pagputol ng makina. Ang mga pare -pareho na blangko na diametro at haba ay mahalaga para matiyak na ang mga nabuo na ulo ay may tamang dami at sukat. Ang makina na ito ay nakatuon sa pag -alis ng mga ulo.
Sa loob nito, ang blangko ay clamp at nakaposisyon sa lukab ng amag. Ang suntok ay nagtutulak ng suntok laban sa dulo ng blangko na may napakalaking puwersa. Para sa mga kumplikadong ulo, ang mga bahagi ay kailangang dumaan sa maraming mga istasyon. Ang bawat istasyon ay nagsasagawa ng mga progresibong bumubuo ng mga hakbang, gamit ang isang serye ng mga suntok at hulma upang unti -unting hubugin ang metal sa panghuling tabas ng ulo.
| Modelo | X065 | X0685 | X06127 | X0860 | X08100 |
| Pangunahing motor KW (4HP) | 4 | 4 | 5.5 | 7.5 | 7.5 |
| Diameter (mm) | Max.6 | Max.6 |
Max.6 |
Max.8 |
Max.8 |
| Haba | Max.50 |
Max.85 |
Max.127 |
Max.60 |
Max.100 |
| Maindie (MM) | Φ45*108 |
Φ45*108 |
Φ45*150 |
Φ60*128 |
Φ60*128 |
| 1stpunch | Φ36*94 |
Φ36*94 |
Φ36*94 |
Φ38*107 |
Φ38*107 |
| 2rdpunch | Φ36*60 |
Φ36*60 |
Φ36*60 |
Φ38*107 |
Φ38*107 |
| Pamutol (mm) | 10*25 | 10*25 | 10*25 | 12*28 | 12*28 |
| Bilis (PC/min.) | 130 | 80 | 70 | 60-100 | 60-80 |
| Timbang (kg) | 2200 | 2200 | 2500 | 4000 | 4200 |
Ang mga nagbebenta ng mga punto ng Cold Forge heading machine ay napaka -praktikal. Hindi ito nangangailangan ng pagpainit ng metal, pag -save ng mga gastos sa enerhiya mula sa paggamit ng sunog, at walang labis na init sa pagawaan dahil sa pag -init. Ang mga naproseso na bahagi ay may mataas na lakas ng ulo dahil ang metal ay hindi sinunog at ang panloob na istraktura ay hindi nasira. Ang mga ito ay mas matibay kaysa sa mga huwad na pinainit.