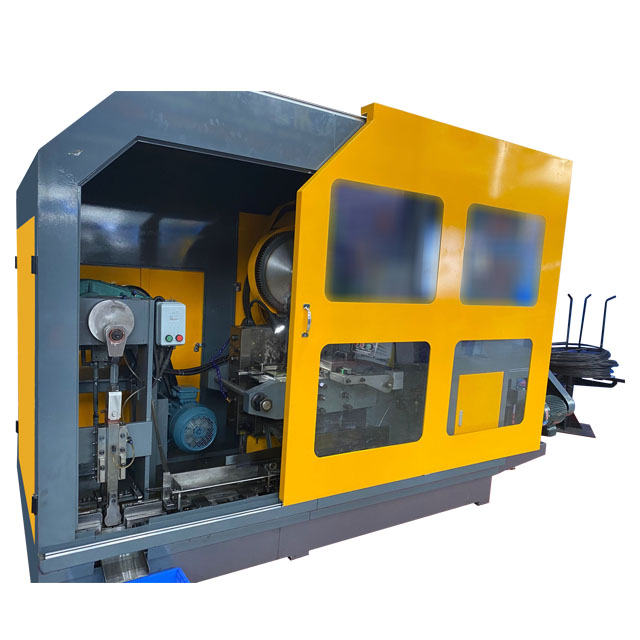
Ang Ronen® Four Spindle Nut Tapping Machine ay maaaring mag -tap ng apat na mga mani nang sabay -sabay. Ang mga pagproseso ng mga workshop ay madalas na pumili upang bilhin ang kagamitan na ito mula sa mga pinagkakatiwalaang mga supplier dahil maaari itong mabawasan ang oras ng pag -tap sa pamamagitan ng 70%. Ilagay lamang ang mga mani sa feeder, itakda ang lalim, at awtomatikong magpapatakbo ang makina.
Kapag ang apat na spindle nut tapping machine ay gumagana, ang mga hilaw na materyales ay unang inilagay sa tray ng pagpapakain. Ang mga ito ay awtomatikong pinagsunod -sunod sa apat na mga workstation, at pagkatapos makumpleto ang proseso ng pag -tap, awtomatikong mailalabas ang mga natapos na produkto.
Ang makina ng pag-tap ng nut ay isang dedikadong sentro ng machining na partikular na idinisenyo para sa paggawa ng masa ng mga panloob na mga thread (i.e., pag-tap) sa mga mani o iba pang mga katulad na hugis na mga workpieces. Ang kapansin -pansin na tampok nito ay ang pagsasama ng apat na independiyenteng pag -tap sa mga spindles sa isang solong unibersal na ulo ng spindle. Ang makina ay maaaring magsagawa ng mga operasyon sa pag -tap sa apat na magkahiwalay na mga workpieces nang sabay -sabay sa loob ng isang solong pag -ikot sa pagproseso.
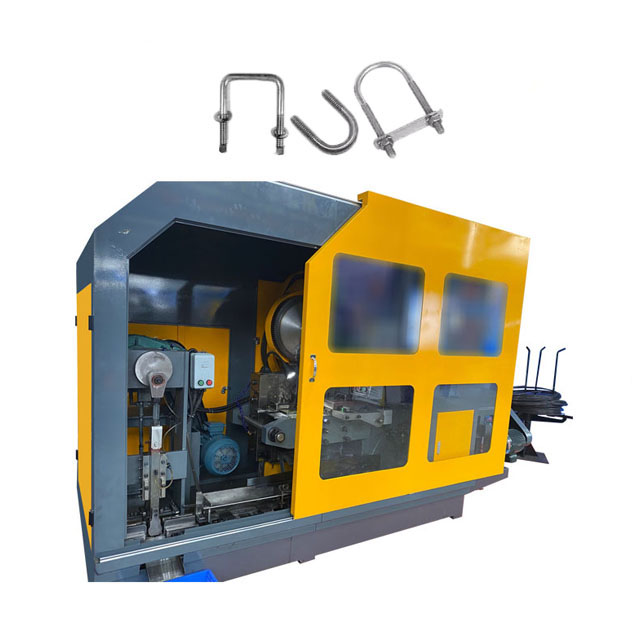
Ang proseso ng pagtatrabaho ng isang apat na spindle nut tapping machine ay karaniwang nangangailangan ng isang operator o isang awtomatikong feeder upang ipasok ang apat na hilaw na materyales sa nakalaang mga fixture sa talahanayan ng pag -index. Pagkatapos, ang mga talahanayan ng pag-index ay nagpoposisyon sa mga hilaw na materyales sa ilalim ng spindle, at ang spindle ay sabay-sabay na nakikibahagi upang i-cut ang mga thread, sa gayon ay nadaragdagan ang output ng apat na beses kumpara sa isang solong-spindle machine.
Ang mekanikal na istraktura ng apat na spindle nut tapping machine ay itinayo sa paligid ng isang mahigpit na frame, na sumusuporta sa isang mekanismo ng sentral na pag -index. Ang mekanismong ito ay karaniwang isang umiikot na dial o worktable na hinihimok ng cam upang ayusin ang apat na mga fixture sa workpiece. Ang apat na pangunahing axes ay hinihimok ng isang gitnang motor sa pamamagitan ng isang gearbox upang matiyak ang magkakasabay na bilis ng pag -ikot, o sa pamamagitan ng hiwalay na mga motor ng servo para sa mas nababaluktot na kontrol.
Ang tampok ng apat na spindle nut tapping machine ay ang mahusay na pag -synchronize ng spindle at matatag na pagganap ng pag -tap. Ang apat na spindles ay hinihimok ng parehong motor (o ng mga independiyenteng motor ngunit may mga parameter na naka -link nang magkasama), at walang paglihis sa bilis ng pag -ikot. Ang bawat spindle ay may labis na proteksyon. Halimbawa, kung nakatagpo ito ng mahirap na materyal at hindi mai -tap, ang spindle ay awtomatikong titigil nang hindi masira ang gripo. Ang mga tap ng apat na spindles ay maaaring mapalitan nang hiwalay.
| Pagtukoy | Nut max.out side diameter | Bilis (PC/min) | Naglalaro ng motorsiklo (HP) | Kapasidad ng langis | Sukat w*l*h/mm | Timbang (kg) |
| Rnnt 11b m3 ~ m6 | 16 | 360 ~ 320 | 1HP-4 | 120 | 1100*1300*1400 | 710 |
| Rnnt 14b m6 ~ m10 | 19 | 260 ~ 200 | 2HP-4 | 120 | 1100*1300*1400 | 820 |
| Rnnt 19b m8 ~ m12 | 22 | 240 ~ 180 | 3HP-4 | 150 | 1100*1300*1400 |
1060 |
| Rnnt 24b m14 ~ m16 | 33 | 220 ~ 120 | 3HP-4 | 340 | 1650*1700*1670 | 1600 |
| Rnnt 32b m18 ~ m22 | 44 | 130 ~ 80 | 5HP-4 | 620 | 1800*2050*1950 | 2300 |