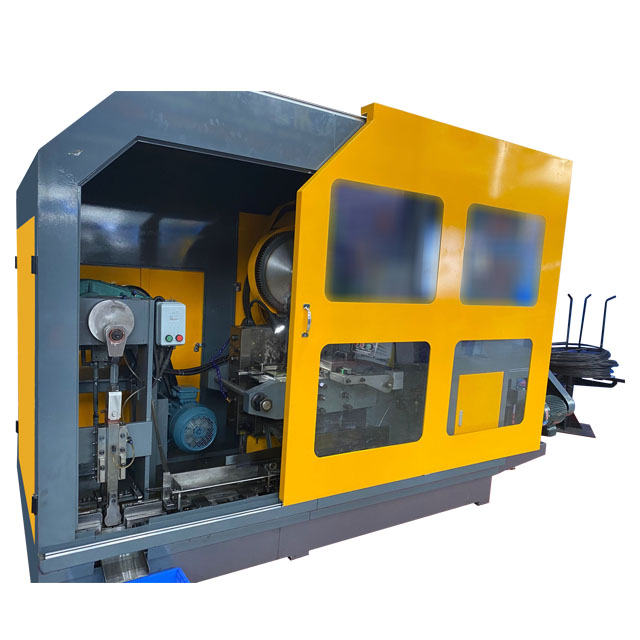


Ang mga nut na pag -tap ng machins mula sa Ronen® ay partikular na idinisenyo para sa ** mga tagagawa ** upang mabilis na mag -tap ng mga turnilyo. Ipasok lamang ang nut at pindutin ang pindutan ng Start. Ang natitirang bahagi ng trabaho ay hahawakan nito. Maraming mga workshop ang bumili nito kapag tumaas ang mga order. Mayroon itong katamtamang sukat at maaaring mailagay sa karamihan sa mga workbenches.
Ang proseso ng pagtatrabaho ng mga nut tapping machins ay prangka. Ang blangko na materyal ay inilalagay sa makina ng pagpapakain, na magdadala ng blangko sa itinalagang posisyon. Pagkatapos, ang gripo ay umiikot at mag -drill sa butas ng blangko upang lumikha ng mga thread. Ang mga naproseso na mani ay itinulak.
Ang mga makina na ito ay ginagamit upang i-cut ang mga panloob na mga thread sa pre-drilled hole ng mga mani. Nilagyan ito ng isang umiikot na gripo (tool sa paggupit) at tumpak na isinasama ito sa pamamagitan ng butas ng nut. Ang makina na ito ay maaaring awtomatikong makumpleto ang proseso ng pag-tap para sa mga nuts na gumagawa ng masa, na bumubuo ng mga panloob na mga thread na kinakailangan para sa pag-aasawa na may mga bolts o mga tornilyo. Pinalitan nito ang mas mabagal at hindi gaanong pare -pareho na manu -manong proseso ng pag -tap.
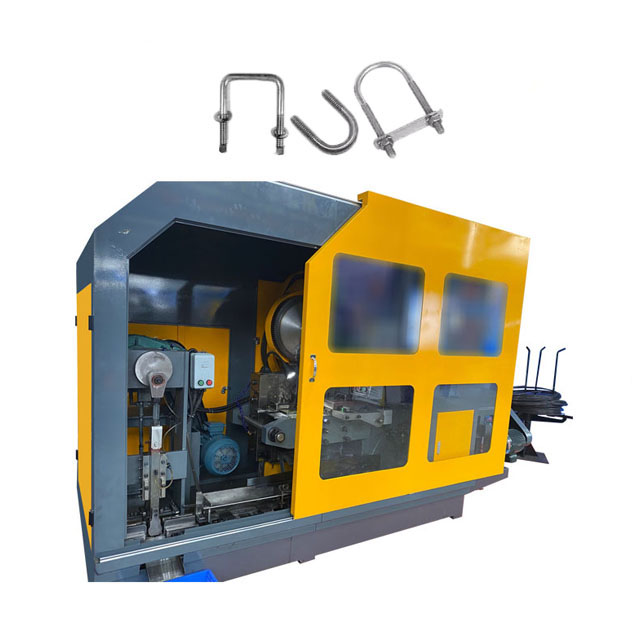
Ang mga makina ng pag -tap ng nut ay gumagamit ng pangunahing baras upang mahigpit na hawakan ang gripo. Karaniwan, ginagamit ang isang chuck o isang espesyal na may hawak ng gripo. Ang pangunahing baras ay hinihimok ng isang de -koryenteng motor, karaniwang sa pamamagitan ng paghahatid ng gear, upang maibigay ang metalikang kuwintas at bilis ng pag -ikot (RPM) na kinakailangan para sa pagputol ng mga thread. Ang gripo ay dapat na tumpak na nakahanay sa pre-drilled o drilled hole sa nut.
Ang mga makina ng pag -tap ng nut ay maaaring itakda ayon sa iba't ibang uri ng mga mani. Para sa mga karaniwang hexagonal nuts (sa pamamagitan ng mga butas), ang gripo ay ganap na gupitin ang mga thread. Para sa mga bulag na mani (tulad ng ilang mga closed-end flange nuts), ang makina ay tiyak na makontrol ang lalim ng pag-tap upang huminto ito bago maabot ang mga thread. Ang mekanismo ng malalim na kontrol ay mahalaga para sa pag -tap sa butas ng bulag.
| Pagtutukoy | Nut max.out side diameter | Bilis (PC/min) | Maglaro ng motor (cellphone) | Kapasidad ng langis | Sukat w*l*h/mm |
Timbang (kg) |
| Rnnt 11b m3 ~ m6 | 16 | 360 ~ 320 | 1HP-4 | 120 | 1100*1300*1400 | 710 |
| Rnnt 14b m6 ~ m10 |
19 | 260 ~ 200 | 2HP-4 |
120 | 1100*1300*1400 |
820 |
| Rnnt 19b m8 ~ m12 |
22 | 240 ~ 180 | 3HP-4 |
150 | 1100*1300*1400 |
1060 |
| Rnnt 24b m14 ~ m16 |
33 | 220 ~ 120 | 4HP-4 |
340 | 1650*1700*1670 | 1600 |
| Rnnt 32b m18 ~ m22 |
44 | 130 ~ 80 | 5HP-4 |
620 | 1800*2050*1950 | 2300 |
Ang pangunahing punto ng pagbebenta ng mga makina ng pag -tap ng nut ay ang kanilang mataas na kahusayan, na ginagawang partikular na angkop para sa paggawa ng masa. Ang mga thread na ginawa ay may matatag na kalidad. Ang lalim at katumpakan ng mga thread sa bawat nut ay humigit -kumulang pareho. Ang mga ito ay akma nang maayos sa mga bolts, na hindi masyadong masikip o masyadong maluwag. Ang operasyon ay napaka -simple din. Kailangan lang ibuhos ng mga manggagawa ang mga hilaw na materyales sa feed hopper, itakda ang mga parameter, at gagawin ng makina ang gawain mismo. Hindi na kailangang patuloy na subaybayan ito, na maaaring makatipid ng maraming lakas -tao.