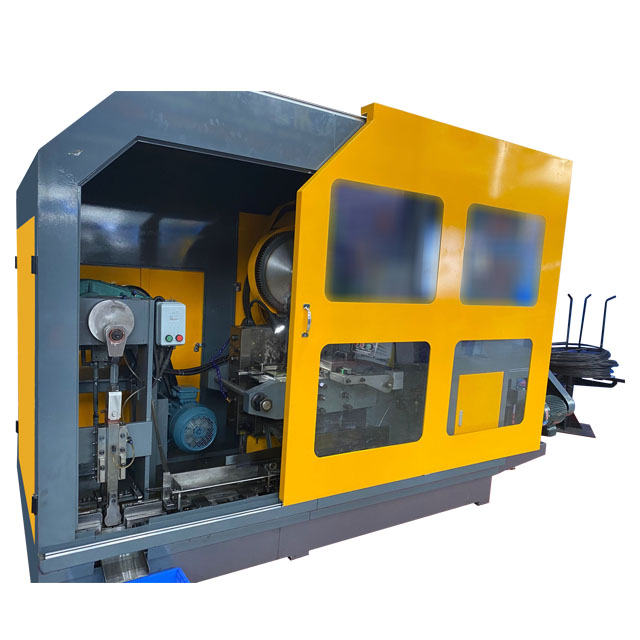
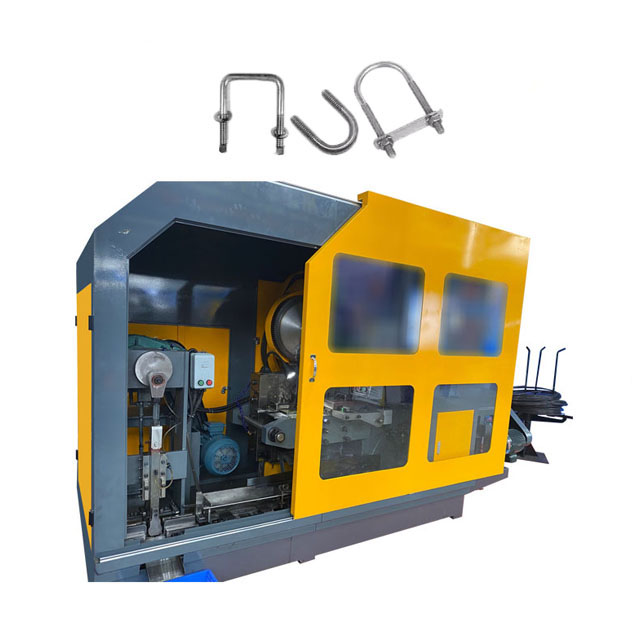
Ang makina ng paggawa ng rivet ay partikular na idinisenyo upang makabuo ng iba't ibang uri ng mga rivets. Una, ang metal wire ay pinakain sa makina, na pagkatapos ay gupitin sa maliit na mga seksyon ng isang nakapirming haba. Susunod, pinindot ito sa pamamagitan ng isang amag upang hubugin ang isa o parehong mga dulo ng kawad sa hugis ng ulo ng isang rivet.
Ang makina ng paggawa ng rivet ay partikular na idinisenyo upang makabuo ng iba't ibang uri ng mga rivets. Una, ang metal wire ay pinakain sa makina, na pagkatapos ay gupitin sa maliit na mga seksyon ng isang nakapirming haba. Susunod, pinindot ito sa pamamagitan ng isang amag upang hubugin ang isa o parehong mga dulo ng kawad sa hugis ng ulo ng isang rivet.
Parameter ng produkto (pagtutukoy)
| Modelo |
Unit |
Wh-nf 11b-6s |
Wh-nf 14b-6s |
Wh-nf 19b-6s |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Forging Station |
Hindi. |
6 | 6 | 6 | 6 | 6 | 6 |
| Sa buong flat ng nut |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Ang angkop na hex nut |
Mula sa |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Cut-off dia |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Namatay pitch |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Nakakaligalig na kapangyarihan |
Tonelada |
60 | 90 | 135 | 230 | 360 | 450 |
| Pangunahing motor |
HP |
15 | 20 | 50 | 75 | 150 | 200 |
| Lubrication Motor |
HP |
1.5 | 1.5 | 1.5 3 | 1.5 3 | 3 | 3 |
| Naka -install na dami |
Itakda |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Lubricant |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Tinatayang timbang |
Tonelada |
4.5 | 8 | 14 | 25 | 45 | 72 |
Ang mga tampok ng makina ng paggawa ng rivet ay medyo halata. Ang kapalit ng amag ay napaka -maginhawa. Upang makagawa ng iba't ibang mga hugis ng rivets, baguhin lamang ang set ng amag. Halimbawa, mula sa mga bilog na ulo hanggang sa mga flat head. Ang epekto ng puwersa ng makina na ito ay sapat. Kung ito ay aluminyo, tanso o bakal na materyales, maaari itong pindutin ang mga regular na ulo nang walang anumang pag -crack o pagpapapangit.

Mga detalye ng produkto
Ang makina ng paggawa ng rivet ay pangunahing gumagamit ng malamig na proseso ng heading upang ibahin ang anyo ng wire sa mga solidong rivets. Ang prosesong ito ay nagsasangkot ng pagpapakain ng kawad, ituwid ito, pinutol ito sa tumpak na mga blangko, at pagkatapos ay hinuhubog ang ulo ng rivet. Ang makina ay gumagamit ng mataas na presyon, gamit ang isang suntok upang ma -extrude at gupitin ang isang dulo ng blangko sa lukab ng amag. Ang malamig na proseso ng heading ay nagiging sanhi ng paglipat ng metal, sa gayon ay bumubuo ng katangian na hugis ng ulo ng rivet nang hindi na kailangang painitin ang materyal.
Una nang pinapakain ng makina ang wire rod (karaniwang gawa sa bakal, aluminyo o haluang metal na tanso) sa mekanismo ng pagtuwid upang maalis ang anumang mga bends. Pagkatapos, ang makina ng paggugupit ng katumpakan ay pinuputol ang tuwid na kawad sa mga billet ng mga tiyak na haba. Ang mga pantay na laki ng mga billet na ito ay ang mga hilaw na materyales bago pumasok sa malamig na seksyon ng heading (para sa pagbuo ng mga ulo ng rivet), at ang mga ito ay mahalaga sa kahalagahan.
Maraming mga makina ng paggawa ng rivet ay nilagyan ng isang istasyon ng pag -trim kaagad pagkatapos ng nakakagalit na proseso. Ang hakbang na ito ay maaaring alisin ang maliit na burrs o matalim na mga gilid na nabuo sa gilid ng bagong ulo ng rivet (ang labis na metal na pinisil sa pagitan ng suntok at mamatay). Tinitiyak ng pag -trim na ang ulo ng rivet ay may malinaw na balangkas at isang pare -pareho na diameter, na mahalaga para sa tamang pag -install at hitsura.