Ang mga tornilyo na gumagawa ng malamig na header machine na ginawa ni Ronen® ay maaaring hubugin ang mga ulo ng tornilyo nang hindi pinainit ang metal. Gumagamit ito ng presyon upang hubugin ang metal wire billet sa isang ulo ng tornilyo. Kailangan mo lamang ipasok ang kawad, at ang makina ay hubugin ang ulo ng tornilyo sa loob ng ilang segundo.
Ang mga tornilyo na gumagawa ng malamig na header machine ay partikular na idinisenyo upang makabuo ng mga ulo ng tornilyo sa pamamagitan ng malamig na pamamaraan ng heading. Hindi ito gumagamit ng mga pinainit na materyales sa kawad. Sa halip, direktang pinapakain nito ang metal wire sa makina at sa pamamagitan ng amag, pinipilit ang isang dulo ng kawad sa hugis ng isang ulo ng tornilyo.
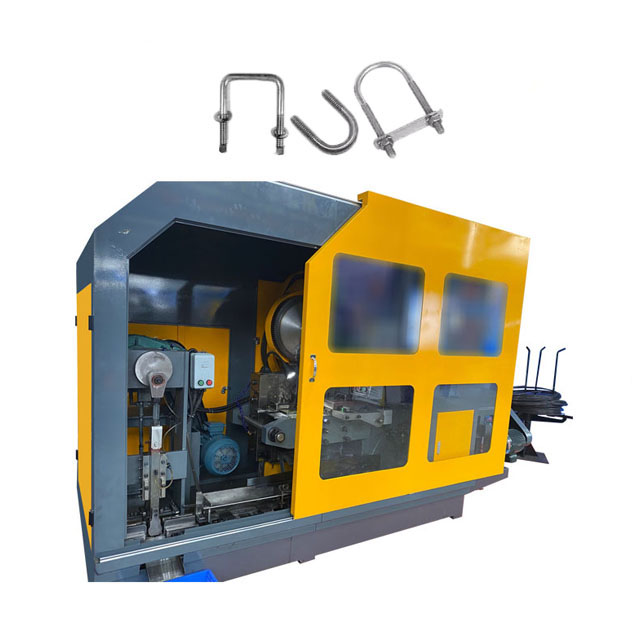
Ang mga screws na gumagawa ng malamig na header machine ay bumubuo ng mga ulo ng tornilyo sa pamamagitan ng isang malamig na proseso ng pag -alis sa temperatura ng silid. Ang kagamitan na ito ay tumatanggap ng kawad, ituwid ito, at pagkatapos ay pinutol ito sa tumpak na mga blangko. Pagkatapos, ang mga blangko na ito ay inilipat sa isang serye ng mga hulma, kung saan ang makapangyarihang mga suntok ay nakakaapekto sa isang dulo ng mga ito, na nagiging sanhi ng metal na maging extruded at hugis sa anyo ng isang ulo ng tornilyo nang hindi inaalis ang anumang materyal.
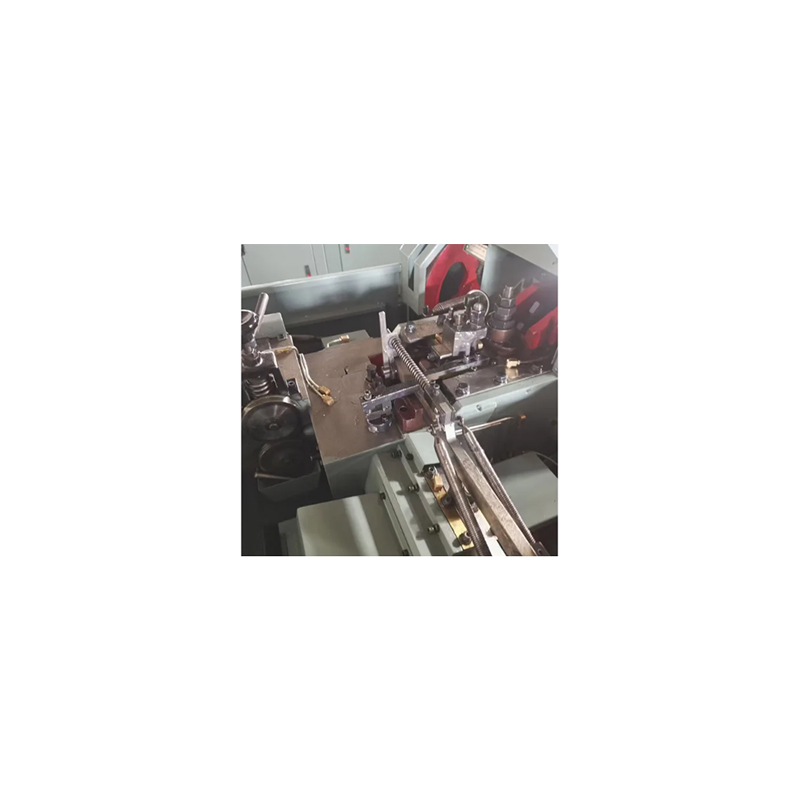
Ang mga tornilyo na gumagawa ng malamig na header machine ay nagsisimula sa mga wire rod. Pinapakain ng makina ng makina ang kawad sa mekanismo ng pagtuwid upang maalis ang anumang mga bends. Pagkatapos, ang makina ng pagputol ng katumpakan ay pinuputol ang tuwid na kawad sa mga billet ng mga tiyak na haba. Ang pagkakapare -pareho ng mga billet na ito ay mahalaga dahil tinutukoy nito ang dami ng metal na kinakailangan para sa tamang pagbuo ng ulo.
Ang makina ay nakasalalay sa matigas na tool na mga hulma ng bakal at suntok. Ang mga hulma ay naglalaman ng mga lukab na tumutukoy sa pangwakas na hugis ng mga ulo ng tornilyo. Ang mga suntok ay nalalapat na puwersa upang hubugin ang metal sa form na iyon. Sa pamamagitan ng pagbabago ng mga hulma na ito, ang parehong makina ay maaaring makagawa ng iba't ibang mga uri at laki ng mga ulo ng tornilyo.
| Modelo | 4-20A | 5-30A |
| Max.blank dlameter (mm) | Φ5 |
Φ8 |
| Haba ng max.blank (mm) | 20 | 30 |
| Stork | 60 | 90 |
| Kapasidad (PCS/Min) | 80-120 | 80-110 |
| RPM (PCS/MIN) | Φ32x105 |
Φ32x120 |
| Cut-off die diameter (mm) | Φ15x30 |
Φ20x35 |
| Punch Die (1st) (mm) | Φ25x70 |
Φ30x75 |
| Punch Die (2rd) (mm) | Φ25x70 |
Φ30x75 |
| Laki ng pamutol | 10x30x70 | 10x30x70 |
| Dami ng Katawan ng Katawan ng Katawan (HP) | 2 | 3 |
| Dami (LXWXH) (M) | 1.75x0.85x1.15 | 2.30x1.08x1.15 |
| Timbang (kg) | 1300 | 1700 |
Ang mga nagbebenta ng mga puntos ng mga turnilyo na gumagawa ng malamig na header machine ay napaka -praktikal. Hindi ito nangangailangan ng pag -init, sa gayon ang pag -save ng mga gastos sa enerhiya. Ang mga ulo ng tornilyo na ginawa ay may mataas na lakas dahil sa panahon ng malamig na heading, ang panloob na istraktura ng metal ay naka -compress, na ginagawang mas solid at hindi gaanong madaling kapitan ng pagsira kumpara sa mga huwad pagkatapos ng pag -init. Mataas din ang materyal na rate ng paggamit. Sa paghuhulma ng extrusion, hindi na kailangang putulin ang labis na materyal, at ang materyal na wire ay maaaring magamit.