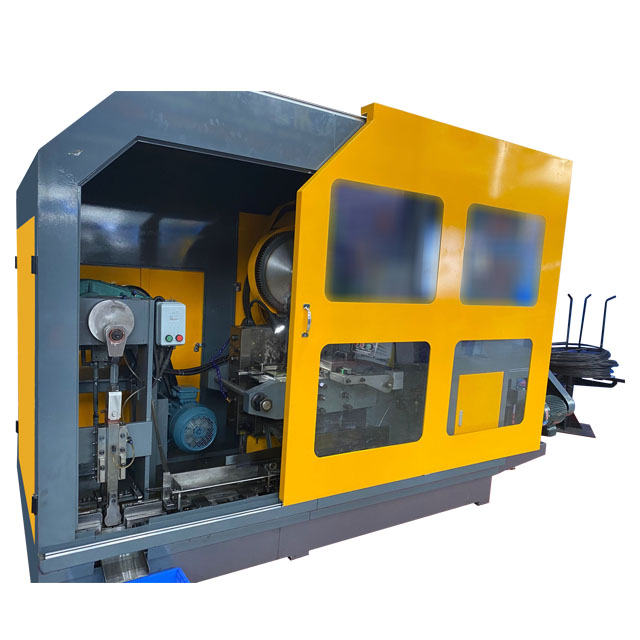
Ang 11B 6 Station Nut dating machine mula sa tagapagtustos na si Ronen® ay binubuo ng anim na hakbang: pagputol ng wire, extrusion, hexagon na humuhubog, pagsuntok, gilid ng pag -trim at pangwakas na buli. Hindi na kailangang ilipat ang mga hilaw na materyales sa pagitan ng iba't ibang mga tool. Ang makina ay awtomatikong tumatakbo at hindi nangangailangan ng patuloy na pangangasiwa.
11B 6 Station Nut Dating Machine Proseso Ang bakal na kawad sa mga natapos na mani sa pamamagitan ng anim na magkakasunod na mga workstation. Pinuputol nito ang hilaw na materyal na kawad at unti -unting binubuo ito sa pamamagitan ng mga proseso tulad ng nakagagalit, paghuhubog, at pag -tap. Ang tuluy -tuloy na proseso na ito ay maaaring makumpleto sa loob ng isang awtomatikong pag -ikot.
Ang Nut Dating Machine ay naayos ang mga takdang trabaho para sa anim na istasyon nito: 1st Station para sa pagpapakain at pagputol, 2nd station para sa pre-baluktot sa isang bilog na hugis, 3rd station para sa pagbuo ng panloob na prototype ng lukab, ika-4 na istasyon para sa pagtatapos ng hugis, 5th station para sa chamfering ang panloob na butas at panlabas na gilid, ika-6 na istasyon para sa panghuling paghubog.
Kapag nagpapatakbo ng 11B 6 Station Nut dating machine, ang unang hakbang ay ang pag -load ng wire coil. Awtomatikong pinapakain ng makina ang kawad, pinuputol ito ayon sa haba, at ipinadala ang blangko sa lahat ng anim na bumubuo ng mga istasyon. Ang bawat istasyon ay nagsasagawa ng isang tiyak na operasyon ng bumubuo, unti -unting humuhubog sa kumpletong geometry ng nut.
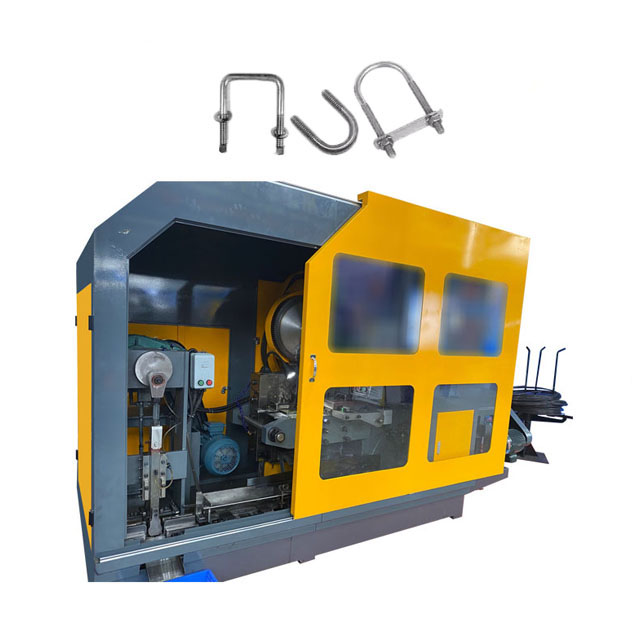
Ang Nut dating Machine ay gumagamit ng malamig na pag -iwas sa teknolohiya upang hubugin ang mga mani sa temperatura ng silid. Ang prosesong ito ay gumagamit ng teknolohiyang hardening na teknolohiya upang epektibong mapahusay ang lakas ng mga materyales na metal habang pinapanatili ang isang basurang materyal sa isang minimum. Ang makina na ito ay may kakayahang umangkop na pag -andar at sumusuporta sa paggawa ng iba't ibang mga mani. Maaari itong iproseso ang mga karaniwang uri tulad ng hexagonal nuts at flange nuts, at maaari ring ipasadya ang paggawa ng mga espesyal na hugis na mani upang masakop ang iba't ibang mga pangangailangan sa paggamit.
| Pagtutukoy | Unit | 11b | 14B | 17b | 19b | 24b | 27B | 30B | 33B | 36B | 41b |
| Forging Station | Hindi. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Max cut-off dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Haba ng kick-out | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Namatay pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Nakakaligalig na kapangyarihan | Tonelada | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Produksiyon |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Output | Min/PC | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Pangunahing motor | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Lubrication Motor | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| Lubricant | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Tinatayang timbang | Tonelada | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
11B 6 Station Nut dating punto ng pagbebenta ng makina ay "sapat na walang basura", at angkop ito para sa maliit at katamtamang laki ng mga order ng batch. Kung nais mong baguhin ang mga pagtutukoy, kailangan mo lamang ayusin ang mga hulma at pagputol ng haba sa bawat workstation. Hindi na kailangang maghintay para sa isang dalubhasang technician. Bukod dito, sa malamig na heading na bumubuo, walang basura. Ang rate ng paggamit ng isang solong kawad ay maaaring umabot sa higit sa 95%, na kung saan ay mas mahusay kaysa sa pagpoproseso ng pagputol.