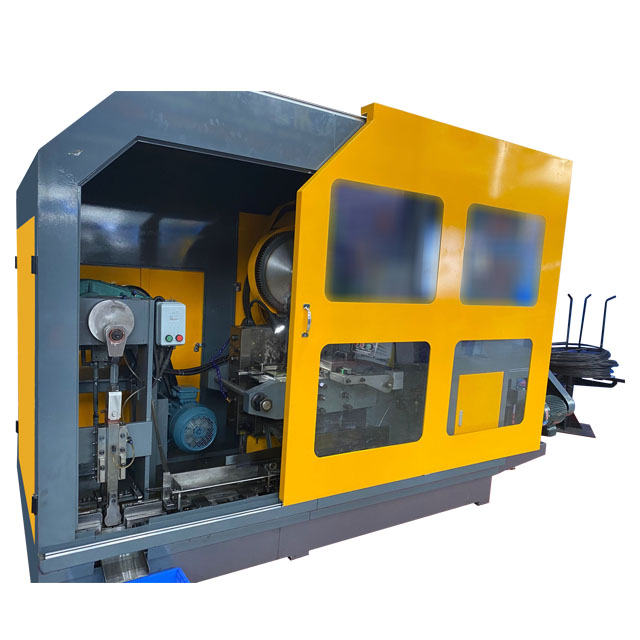
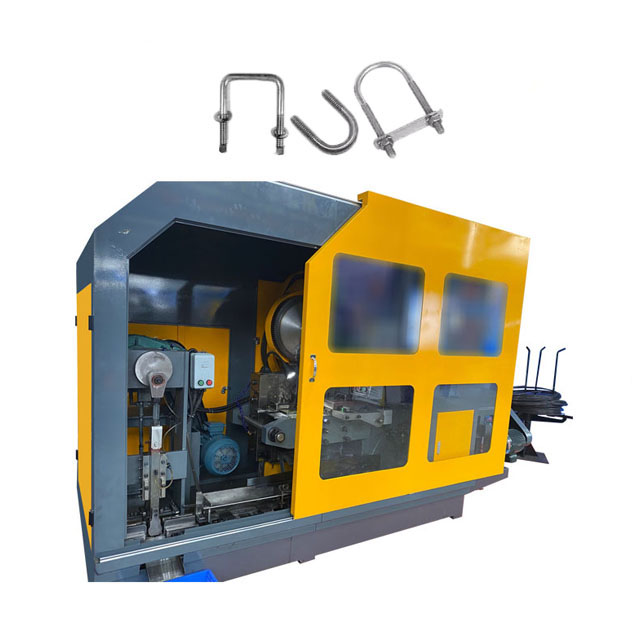
Ang tagapagtustos na si Ronen® ay nagbibigay ng 4 na Die 4 Station Bolt na dating, na bumubuo ng blangko ng bolt sa apat na hakbang: ang unang hakbang ay ang pagputol ng kawad, ang pangalawang hakbang ay upang mabatak ang blangko, ang ikatlong hakbang ay ang paghubog ng ulo ng bolt, at ang ika -apat na hakbang ay upang gupitin ang labis na mga bahagi. Hindi na kailangang ilipat ang mga hilaw na materyales.
Ang 4 Die 4 Station Bolt dating ay gumagamit ng apat na magkahiwalay na istasyon at kaukulang mga hulma sa malamig na mamatay ang metal wire sa mga bolt blanks. Gumagawa ito ng mga bolts sa pamamagitan ng pagtulak ng metal sa pamamagitan ng apat na mga yugto ng bumubuo. Ang metal wire ay pumapasok mula sa isang dulo, ay pinutol, at pagkatapos ay dumaan sa bawat workstation.
Maglagay ng isang rolyo ng kawad sa bolt na dating at maaaring magsimula ang proseso ng pagbubuo. Awtomatikong pinuputol ng makina ang isang seksyon ng kawad at pinapakain ito sa apat na istasyon. Sa bawat paghinto, ang isang tool ay pumipilit sa metal, binabago ang hugis nito at binabago ang simpleng kawad sa isang kumplikadong bolt.
Ang 4 Die 4 Station Bolt dating ay gumagamit ng isang malamig na proseso ng pag -alis, na nagpapahintulot sa metal na hugis nang walang pangangailangan para sa pag -init. Tulad ng panloob na istraktura ng metal ay naka -compress at reshaped, nagreresulta ito sa isang mas matatag na panghuling produkto. Ang mga fastener na ginawa sa ganitong paraan ay napakalakas at matibay.
Ang isa sa mga pangunahing sangkap ng Bolt dating ay ang daliri ng paglipat. Ang sangkap na ito ay pumili ng hindi natapos na mga bolts at tumpak na gumagalaw sa kanila mula sa isang istasyon hanggang sa susunod. Kung ang mekanismong ito ay hindi nakahanay nang maayos, ang mga bolts ay hindi mabubuo nang tama. Ang daloy ng proseso nito ay progresibo. Ang unang istasyon ay maaaring magsimulang bumubuo ng ulo, ang susunod na istasyon ay nakumpleto ang pagbuo ng ulo, ang isa pang istasyon ay nagpoproseso ng tip, at ang huling istasyon ay nagsisimula upang maproseso ang mga thread.
| Modelo | Unit | RNBP-65S | RNBP-85S | RNBP-105S | RNBP-135L | RNBP-135L | RNBP-135ll | RNBP-165S |
| Forging Station | Hindi. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Pagpipilit na puwersa | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.cut-off dia | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Haba ng Max.cut-Off | mm | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Rate ng output | PCS/MIN | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| P.K.O. Stroke | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Stroke | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Main Ram Stroke | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Pangunahing kapangyarihan ng motor | KW | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Pangkalahatang dims. ng cut off die | mm | Ø30x45l | Ø50x50l |
Ø45X59L |
Ø45X59L |
Ø63x69l |
Ø58x69l |
Ø75X100L |
| Pangkalahatang dims. ng suntok mamatay | mm | Ø40x90l |
Ø45x125L |
Ø53x115l |
Ø53x115l |
Ø60x130l |
Ø60x229L |
Ø75x185L |
| Pangkalahatang dims. ng pangunahing mamatay | mm | Ø50x110l |
Ø60x130l |
Ø75x135L |
Ø75x185L |
Ø86x190L |
Ø86x305L |
Ø108x200l |
| Die Pitch | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Tinatayang Timbang | Tonelada | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Naaangkop na Bolt Dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Shank haba ng blangko | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Pangkalahatang dims | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

Ang tampok ng 4 Die 4 Station Bolt dating ay ang mga workstation ay maayos na naayos, at mabilis ang kapalit ng amag. Ang mga paggalaw ng apat na mga workstation ay tiyak na naayos ng mekanikal na link. Kapag natapos na ang nakaraang workstation sa pagproseso, awtomatikong lumilipat ang workpiece sa susunod na walang anumang maling pag -aalsa o pag -stall.