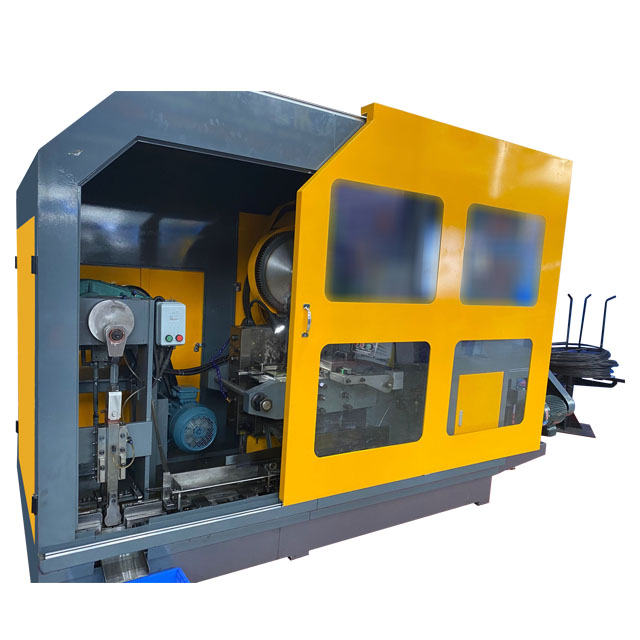
Ang istasyon ng Ronen®6 Station ay dating paggawa ng mga blangko ng makina sa anim na hakbang: pagputol ng wire, nakakagambala, paunang pagbubuo, hexagonal na bumubuo, pag -trim, pangwakas na buli. Hindi na kailangang ilipat ang mga blangko sa pagitan ng mga hulma; Ang mga operator ay hindi patuloy na sinusubaybayan - perpektong para sa tagapagtustos.
6 Station Nut Dating Gumagawa ng Machine ay gumagamit ng anim na magkakasunod na malamig na istasyon ng extrusion upang unti -unting ibahin ang anyo ng metal wire sa isang blangko ng nut. Ang mga hulma sa bawat workstation ay independiyenteng. Kung ang isang amag ay masira, palitan lamang ang isa sa halip na ang buong hanay. Maaari itong makatipid ng maraming pera sa mga hulma.
Ang nut dating paggawa ng makina ay gumagawa ng mga mani sa anim na hakbang. Una, ang isang kawad ng bakal ay pinutol, at pagkatapos ay ipinadala ito sa bawat workstation. Iba't ibang mga tool ang humuhubog sa blangko, bumubuo ito sa isang heksagon, suntok na butas at thread, at sa wakas ay ibahin ang anyo ng isang simpleng bahagi ng bloke na tulad ng isang tapos na nut. Walang kinakailangang manu -manong interbensyon.
Ang 6 na istasyon ng nut na dating makagawa ng makina ay gumagamit ng malamig na proseso ng pag -alis, na nagbibigay -daan sa metal na hugis nang hindi nangangailangan ng pag -init. Ang prosesong ito ay ginagawang mas matibay ang mga mani at binabawasan ang pagkonsumo ng enerhiya. Dahil bumubuo ito ng mga mani sa pamamagitan ng pagpapalit ng metal kaysa sa pagputol nito, ang dami ng basura na nabuo ay napakaliit din.
Ang pagpapanatili ng nut na dating paggawa ng makina ay karaniwang nagsasangkot ng suntok at amag. Ang mga sangkap na ito ay mawawala dahil sa mataas na presyon sa panahon ng pagbubuo ng metal at kailangang regular na mapalitan. Upang makabuo ng matatag at de-kalidad na mga mani, kinakailangan upang mapanatili ang mabuting kalagayan.
| Pagtutukoy | Unit | 11b | 14B | 17b | 19b | 24b | 27B | 30B | 33B | 36B | 41b |
| Forging Station | Hindi. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Max cut-off dia | mm | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| Haba ng kick-out | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Namatay pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| Nakakaligalig na kapangyarihan | Tonelada | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Laki ng produksyon |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Output | Min/PC | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Pangunahing motor | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Lubrication Motor | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| Lubricant | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Tinatayang timbang | Tonelada | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
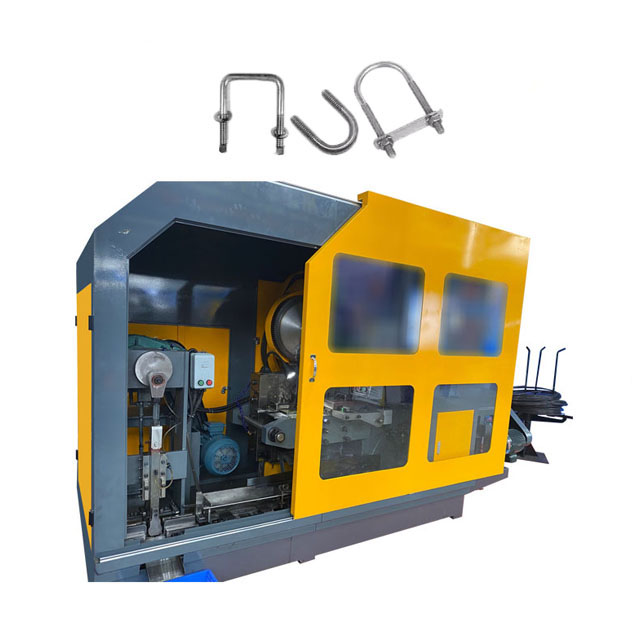
Ang nagbebenta ng punto ng 6 na istasyon ng nut na dating makagawa ng makina ay "multi-station finishing", na nagbibigay-daan upang makabuo ito ng bahagyang mas kumplikadong mga mani nang hindi nangangailangan ng karagdagang mga proseso. Halimbawa, ang mga mani na may maliit na hakbang, at mga mani na may mga pattern ng anti-slip sa mga gilid. Ang haba ng kabaligtaran na panig ng hexagonal nut ay maaaring kontrolado sa loob ng isang error na 0.06 milimetro, at hindi ito ma -stuck kapag masikip ang bolt.