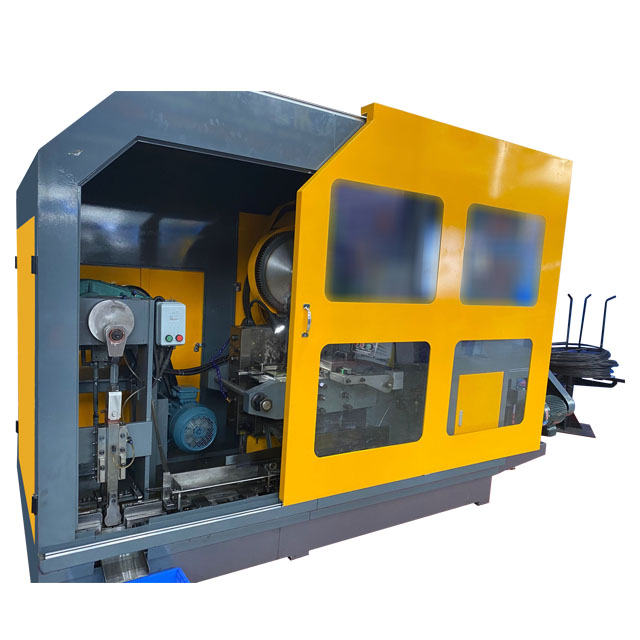
Si Ronen®, ang tagagawa, ay gumagawa ng awtomatikong 4 Die 4 blow bolt make machine, na bumubuo ng mga bolt blanks sa pamamagitan ng apat na mga hakbang sa amag at apat na mga proseso ng pag -aalsa: pagputol ng wire, pag -aalsa, pagbubuo ng ulo, pangwakas na pag -trim. Kailangan lamang ng mga operator ang paminsan -minsang mga tseke ng output, walang palaging relo.
Ang awtomatikong 4 die 4 blow bolt make machine ay gumagamit ng apat na hanay ng mga hulma at apat na magkakasunod na proseso ng panlililak upang awtomatikong ibahin ang anyo ng metal wire sa mga blangko ng bolt. Sa panahon ng proseso ng paggawa, walang mga manggagawa ang kinakailangan upang mamagitan. Ang mga makina ay makumpleto ang buong proseso sa pamamagitan ng kanilang sarili.
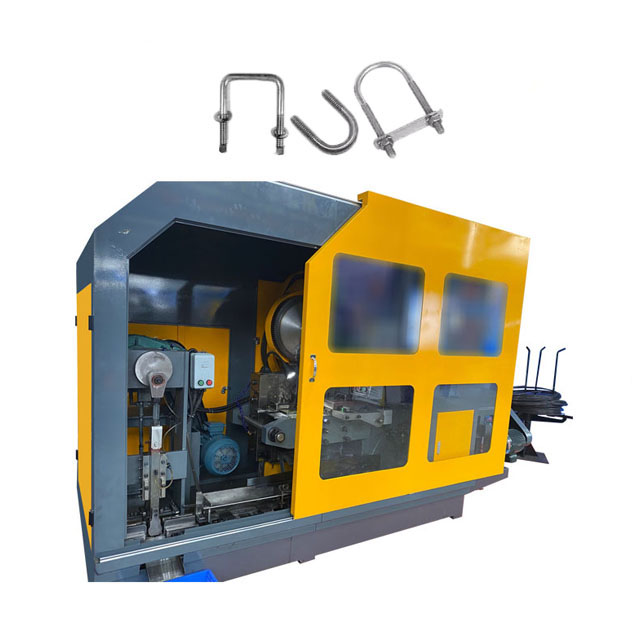
Pinoproseso ng paggawa ng bolt ang metal wire sa mga bolts sa apat na hakbang. Pinuputol nito ang isang seksyon ng metal wire at pagkatapos ay pinapakain ito sa apat na istasyon. Sa bawat istasyon, ang suntok ay pindutin ang metal wire upang makabuo ng iba't ibang mga bahagi ng bolt, tulad ng ulo ng bolt o tip ng bolt. Sa kalaunan, ang isang tapos na bolt ay ginawa.
Maglagay ng isang coil ng bakal na kawad sa awtomatikong 4 Die 4 Blow Bolt make machine. Sa panahon ng pagproseso, ang makina ay unang nag -uutos sa bakal na kawad, pagkatapos ay pinuputol ito sa mga preset na haba, at sa wakas ay hinuhubog ito sa pamamagitan ng patuloy na pagproseso upang makagawa ng mga natapos na bolts. Ang awtomatikong proseso na ito ay idinisenyo upang mahusay na makagawa ng isang malaking dami ng mga bolts. Pinagsasama ng prosesong ito kung ano ang ginamit upang maging maraming magkahiwalay na mga hakbang sa isang tuluy -tuloy na operasyon sa isang solong makina.
Ang makina ng paggawa ng bolt ay direktang pakainin ang materyal. Ang unang mamatay ay pinuputol ang kawad at bumubuo ng paunang hugis ng ulo. Ang pangalawang mamatay ay humuhubog sa ulo nang mas malinaw (tulad ng mga gilid ng isang hexagonal head). Ang pangatlong mamatay ay nagpoproseso ng bahagi ng baras (simpleng mga hakbang o pagbawas sa diameter). Ang ika -apat na mamatay ay natapos ang ulo at bahagi ng baras, at sa wakas, ang natapos na blangko ay awtomatikong ipinadala.
| Modelo | Unit | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Forging Station | Hindi. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Pagpipilit na puwersa | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Max.cut-off dia. | mm | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Haba ng Max.cut-Off | mm | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Rate ng output | PCS/MIN | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Main Ram Stroke | mm | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Pangunahing kapangyarihan ng motor | KW | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Pangkalahatang dims.of cut off die | mm | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Pangkalahatang dims.of Punch Die | mm | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Pangkalahatang dims.of Main Die | mm | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Die Pitch | mm | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Humigit -kumulang.weight | Tonelada | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Naaangkop na Bolt Dia | mm | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Shank haba ng blangko | mm | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| Pangkalahatang dims. | mm | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
Ang nagbebenta ng punto ng awtomatikong 4 die 4 blow bolt make machine ay "ganap na awtomatiko + apat na amag na bumubuo". Ito ay lubos na mahusay at makatipid ng paggawa. Mula sa pananaw ng mga epekto ng proseso, ang apat na-mold na proseso ng apat na pamumulaklak ay maaaring makagawa ng mga produkto na may mas mataas na katumpakan kaysa sa dalawang-mold na dalawang-blow na proseso sa pamamagitan ng mas tumpak na kontrol sa paghubog. Ang paglipat ng arko ng ulo ng bilog na bolt ng ulo ay pantay at tuluy -tuloy na walang malinaw na paglihis; Ang hexagonal na istraktura ng hexagonal head bolt ay maayos na simetriko, at ang dimensional na error sa bawat panig ay makokontrol. Hindi na kailangan para sa kasunod na paggiling, at mas mababa ang rate ng basura.