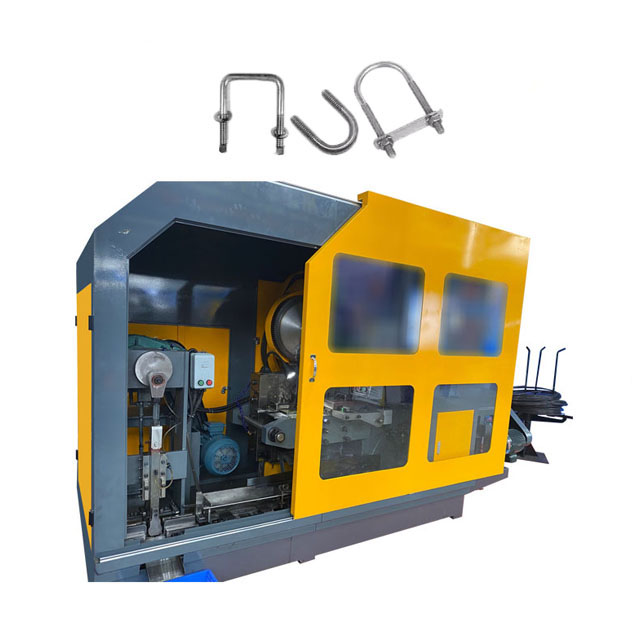
Ang Ronen® square nut na bumubuo ng makina ay tumutulong sa mga tagagawa ng hugis metal blangko sa mga parisukat na mani. Una itong bumubuo ng hilaw na materyal sa isang parisukat, pagkatapos ay nagdaragdag ng mga panloob na mga thread - lahat sa isang lakad. I -load lamang ang hilaw na materyal sa feeder at itakda ang laki.
Ang square nut na bumubuo ng makina ay partikular na idinisenyo upang pindutin ang metal wire sa square nut blangko. Hindi ito nangangailangan ng pag -init. Sa halip, ito ay direktang nabuo sa pamamagitan ng pagpisil sa pamamagitan ng isang amag, at ang proseso ay napaka -pare -pareho. Ang carbon steel, hindi kinakalawang na asero at tanso na wire ay maaaring maproseso.
Ang square nut na bumubuo ng makina ay isang malamig na pag -alis ng pindutin na ginamit para sa paggawa ng mga square nuts. Gumagamit ito ng bakal na kawad, ituwid ito, pinuputol ito sa tumpak na mga blangko, at pagkatapos ay gumagamit ng mataas na presyon sa malamig na form na ito ng mga blangko sa mga parisukat. Ang prosesong ito ay nagsasangkot ng nakakainis na metal at pagsuntok ng isang gitnang butas nang hindi pinainit ang materyal, sa gayon ay bumubuo ng isang blangko na nut na angkop para sa pagproseso ng thread.
Ang square nut form machine ay nagsisimula sa wire o sheet material. Pinapakain ng makina ng makina ang wire sa straightening aparato upang maalis ang anumang mga bends. Pagkatapos, ang makina ng paggugupit ng katumpakan ay pinuputol ang kawad sa mga blangko ng isang tiyak na haba. Ang pagkakapare -pareho ng mga blangkong haba na ito ay mahalaga sapagkat tinutukoy nito ang dami ng metal na ginamit upang hubugin ang parisukat na katawan ng nut sa tamang sukat.
Ang makina ay nakasalalay sa matigas na tool na mga hulma ng bakal at suntok. Ang mga hulma ay may mga parisukat na lukab upang tukuyin ang mga panlabas na sukat ng mga mani. Ang mga hulma na ito ay karaniwang nakakaranas ng makabuluhang pagsusuot, lalo na sa mga matalim na sulok. Upang mapanatili ang kalidad ng mga square contour at epektibong maiwasan ang mga depekto ng produkto, regular na inspeksyon ng amag, sistematikong pagpapanatili, at tumpak na paggiling ay mahalaga.
| Pagtukoy | Unit | 11b | 14B | 17b | 19b | 24b | 27B | 30B | 33B | 36B | 41b |
| Forging Station | Hindi. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Max cut-off dia | mm | 11 |
15 |
17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Haba ng kick-out | mm | 20/30/40 | 20/30/40 |
25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 |
40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Namatay pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Nakakaligalig na kapangyarihan | Tonelada | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Laki ng produksyon |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Output | Min/PC | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Pangunahing motor | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Lubrication | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| Lubricant | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Tinatayang timbang | Tonelada | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Ang pagbebenta ng punto ng square nut na bumubuo ng makina ay partikular na idinisenyo para sa paggawa ng mga square nuts, na may perpektong nabuo na mga hugis at makabuluhang matitipid na materyal. Ang amag nito ay tiyak na ginawa ayon sa mga sukat ng mga parisukat na mani. Ang mga pinindot na mani ay may makinis na ibabaw sa lahat ng panig at ang mga sulok ay parisukat din. Ito ay malamig na pagbubuo ng extrusion. Hindi na kailangang putulin ang labis na materyal. Ang rate ng paggamit ng kawad ay maaaring umabot sa higit sa 90%, na nangangahulugang mas kaunting materyal ang nasayang kumpara sa pagputol ng pagproseso.