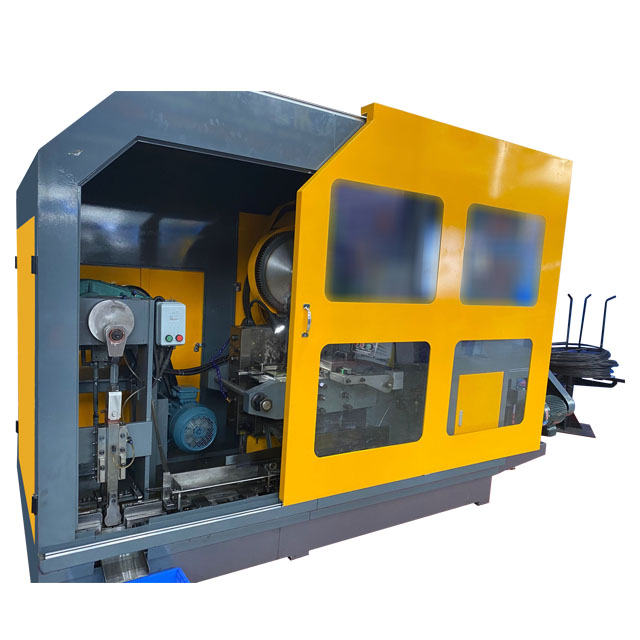
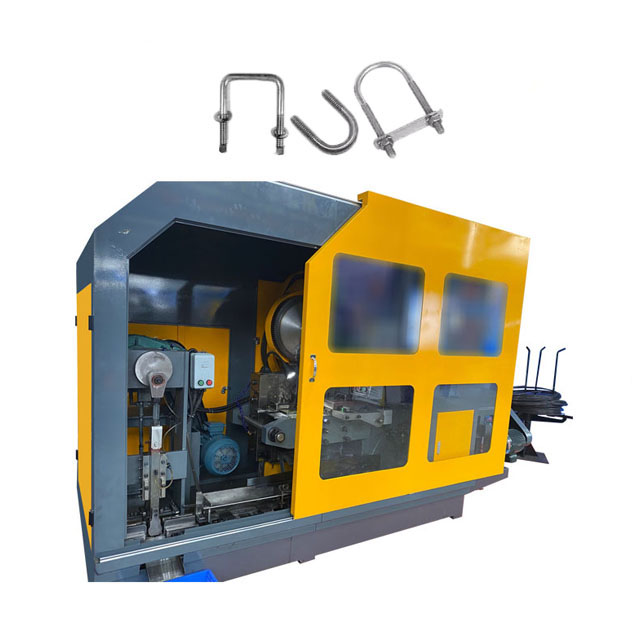
Ang 11B 6 Station Nut dating machine mula sa tagapagtustos na si Ronen® ay binubuo ng anim na hakbang: pagputol ng wire, extrusion, hexagon na humuhubog, pagsuntok, gilid ng pag -trim at pangwakas na buli. Hindi na kailangang ilipat ang mga hilaw na materyales sa pagitan ng iba't ibang mga tool. Ang makina ay awtomatikong tumatakbo at hindi nangangailangan ng patuloy na pangangasiwa.

Ang 6 Die at 6 sa ibaba ng Nut Dating Cold Forging Machine ng tagagawa na si Ronen® ay nakumpleto ang paghubog ng blangko ng nut sa pamamagitan ng anim na proseso ng pag -alis sa anim na hakbang: paggupit ng kawad, pag -aalsa, pagbubuo ng hexagonal, pagsuntok, pag -trim ng gilid, at pangwakas na sizing. Ang kawad ay hindi nangangailangan ng pag -init, sa gayon ang pag -save ng enerhiya.

Ang istasyon ng Ronen®6 Station ay dating paggawa ng mga blangko ng makina sa anim na hakbang: pagputol ng wire, nakakagambala, paunang pagbubuo, hexagonal na bumubuo, pag -trim, pangwakas na buli. Hindi na kailangang ilipat ang mga blangko sa pagitan ng mga hulma; Ang mga operator ay hindi patuloy na sinusubaybayan - perpektong para sa tagapagtustos.

Ang tagagawa ng Ronen® High Speed Multi Station Nut dating machine ay inhinyero ito upang makumpleto ang paghubog ng blangko ng nut sa isang hakbang sa pamamagitan ng 4-6 na istasyon (pagputol ng wire, pag-aalsa, pagbubuo ng hexagonal, gilid ng pag-trim). Kailangan mo lamang ipasok ang metal wire at itakda ang laki ng nut. Ang makina ay awtomatikong magpapatakbo.

Ang Ronen® self drilling screw cold heading machine ay bumubuo ng blangko ng mga screws sa self-drilling sa pamamagitan ng malamig na heading, nang hindi nangangailangan ng pag-init, lubos na nagse-save ng oras at gastos para sa mga tagagawa. Ang makina na ito ay gumagawa ng mga ulo ng tornilyo sa isang solong operasyon. Ang kailangan mo lang gawin ay ipasok ang metal wire sa feed machine at itakda ang laki ng tornilyo.

Ang tagapagtustos na si Ronen® ay nagbibigay ng 4 na Die 4 Station Bolt na dating, na bumubuo ng blangko ng bolt sa apat na hakbang: ang unang hakbang ay ang pagputol ng kawad, ang pangalawang hakbang ay upang mabatak ang blangko, ang ikatlong hakbang ay ang paghubog ng ulo ng bolt, at ang ika -apat na hakbang ay upang gupitin ang labis na mga bahagi. Hindi na kailangang ilipat ang mga hilaw na materyales.